
集装箱吊具转销主要用于直接起吊和装卸集装箱。转销作为吊具上最重要的安全件,在码头的物资采购及设备维保项目中,一直以来都把转销作为重中之重。转销质量的好坏,采购的渠道来源直接关系到设备的吊箱安全.ZPMC在转销的生产过程中,一直秉承最优良的设计标准规范,最严苛的工艺标准要求,采用最完善的检验检测手段,以确保每一根转销的安全性。

一:转销的设计
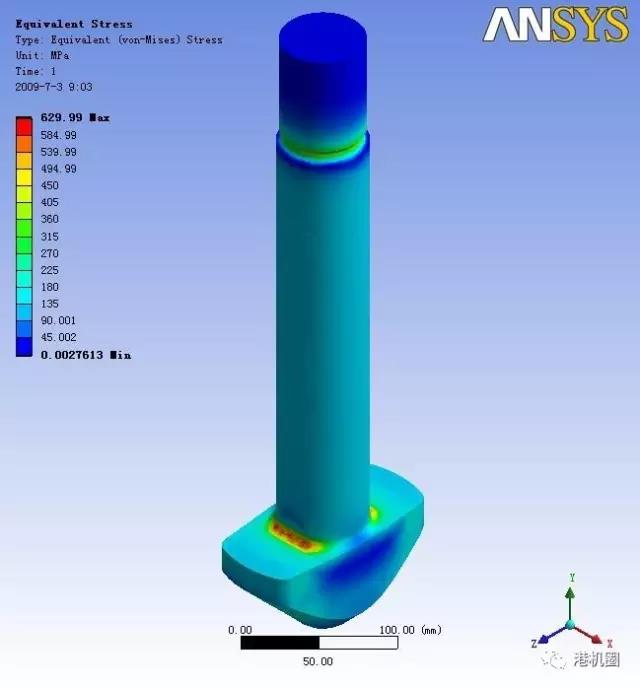
吊具转销作为主要受力件,在设计阶段,需对转销的整体受力进行细致分析。分析转销各部位在吊箱过程中所承受的拉力。在设计阶段,振华港机采用ANSYS软件,对转销的受力进行有限元分析,对每根转销的受力点进行细化分析,使设计出的转销在使用过程中可以达到最佳的受力状态。
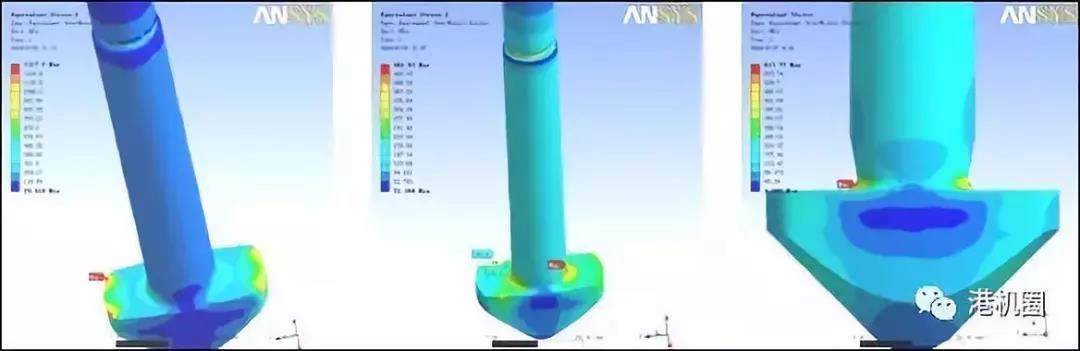
特别是对极易产生应力集中的位置,如转销蘑菇头的根部.ZPMC进行了重点研究,从而设计出最优化的过渡圆角大小,从设计上最大限度的降低应力集中风险。
二:转销的材质
为保证转销的安全性,除了良好的设计分析外,材质的选择更是重中之重。我们先来分析一下什么样的材质适合于转销的制作。转销主要用于起吊集装箱,主要承受垂直方向负载拉力,这就要求必须具有较高的强度,不能被拉断了。同时由于吊具的着箱工况,在着箱过程中转销还必须承受很大的冲击甚至一定程度的侧向受力,这又要求转销必须具有良好的韧性。同时转销又是机加工件,还必须具有良好的机加工性能以及良好的热处理性能.ZPMC转销选用优质合金钢,在优质碳素结构钢的基础上,加入数种合金元素而制成的钢种。适用于制造大,中型模具,以及制造重型机械中,高载荷的轴类,如偏心轴,曲轴等。
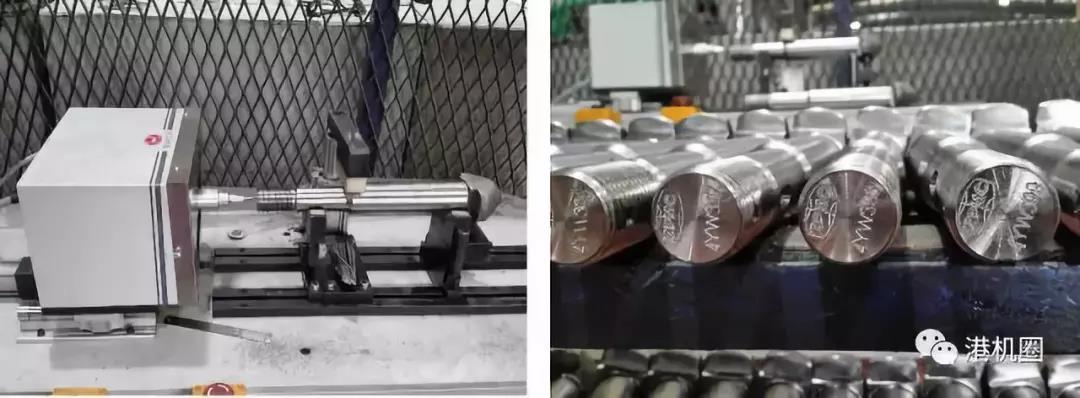
工艺是安全的保障,是品质的根基。先从原材料开始,转销的毛坯采用锻造形式。锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能,一定形状和尺寸锻件的加工方法。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。
下图就是转销的锻造毛坯,很多人是不是第一次见呢。

车铣热处理没啥好说的,好的机床设备,熟练的工人就可保证质量了重点来聊一聊螺纹加工目前通用的螺纹加工有两种方式:。一是车削,一是滚压。
车削加工方式原理为去除材质,将母材通过去除材质的方式实现螺纹的加工,优点是无需专用设备,普通车床即可,投资小,加工简单。但是缺点是螺纹的强度低。由于车削将原锻件的材质流线破坏,导致螺纹的强度大大降低。
为保证转销螺纹强度和受力的可靠性,ZPMC转销螺纹加工摒弃了通常的车削加工方式,改用滚丝加工,通过挤压方式加工螺纹,最大限度的保证螺纹的强度。

同时所有螺纹均采用粗牙设计,便于平时的维保和拆卸,同时也可以有效防止锈蚀导致的螺纹锈死情况。粗牙和细牙的对比是不是很明显呢。

转销的加工工艺中还有一个很重要的一块就是表面处理工艺。很多人问我为什么振华港机的转销表面没有涂层,你看XXX品牌,做的多亮,为什么你们不做。一直想和大家好好聊一聊转销的表面处理工艺,正好现在机会来了......
目前主流的表面处理工艺不外乎以下四种,发黑,达克罗,镀镍,特氟龙。发黑是化学表面处理的一种常用手段,原理是使金属表面产生一层氧化膜,以隔绝空气,达到防锈目的。外观要求不高时可以采用发黑处理,钢制件的表面发黑处理,也有被称之为发蓝的。
达克罗是DACROMET译音和缩写,简称达克罗,达克锈,迪克龙。国内命名为锌铬涂层,是一种以锌粉,铝粉,铬酸和去离子水为主要成分的新型的防腐涂料。优点超强的耐蚀性能,良好的渗透性,结合力及再涂性能好。缺点表面硬度不高,耐磨性不好。
镀镍通过电解或化学方法在金属或某些非金属上镀上一层镍的方法,称为镀镍。镀镍分电镀镍和化学镀镍。电镀镍层在空气中的稳定性很高,由于金属镍具有很强的钝化能力,在表面能迅速生成一层极薄的钝化膜,能抵抗大气,碱和某些酸的腐蚀。电镀镍结晶极其细小,并且具有优良的抛光性能。经抛光的镍镀层可得到镜面般的光泽外表,同时在大气中可长期保持其光泽。但是电镀行业是一种需要消耗大量水资源的行业,对环境的污染危害性大,属重污染行业。目前国家大力提倡环保,碧水蓝天,ZPMC责无旁贷,这也是为什么我们坚持不镀镍的一个原因。
特氟龙工艺,很多人对这种工艺不是非常了解,举个简单例子大家就明白了,我们家庭中常用的不粘锅就是特氟龙工艺处理。特氟龙工艺防锈效果极好,但是缺点是耐磨性较差。就像不粘锅不建议用铁质锅铲的原因。
由于转销的特殊工况,采用任何一种外处理工艺在转销的强冲击工况下很短的时间内表面涂层就会被破坏,而失去其防护性能.ZPMC建议将转销的涂油涂脂防锈列入日常吊具的维保工作中严格执行。只要按照要求定期对转销进行润滑脂的涂覆,完全可以保证在两年的使用周期寿命内的防锈问题。外表的任何处理手段,对转销的防锈性能提升只是表面功夫,目前ZPMC正在着力通过对转销材质所含的微量元素的调整以及材质的选择,从根本上来提升转销的防锈性能。
四:转销的检验检测流程
为保证转销的高安全性。严格的检验检测必不可少.ZPMC所有转销在加工完成后,每根均进行5分钟2倍额定载荷下的静态拉试试验(此项2倍载荷下的静态拉试5分钟试验为每根转销必做,并非抽样)。以检测转销在2倍额定载荷下的受力情况。


2倍载荷静态拉试试验完成后立即进行转销的荧光磁粉探伤,仔细检查拉试后的转销是否出现裂纹,对出现裂纹的转销,即使是最微小裂纹,立即采取报废处理。

下一步该破坏性试验了。对的,你没看错,的英文破坏性试验的。
对同一炉批次转销锻造毛坯中,抽取1-2根进行破坏性试验抽样检查,采用2倍额定载荷拉力,不间断进行拉试试验,检验转销在极限工况下的使用状况。(此项检查为抽样,测试后转销进行报废处理)

最后为实现转销的可追溯性,ZPMC每根出厂转销均铭刻唯一的身份识别编号,通过身份识别编号可以追溯到此根转销的材质,热处理,硬度测试,机加工尺寸测试,拉试试验报告,探伤报告等一系列原始数据信息。在任何情况下均可实现数据可追溯。
到此为止,一根转销基本完成,可以包装出厂了。趁这个机会和大家解释一个事情。目前ZPMC所有转销都是自己本厂生产的,绝没有委外加工情况。如果哪个厂家说自己是振华港机的转销供应商,请特别小心,这家伙一定是一个骗子。
转销的生产制造聊完了,现在我们来一起聊一下转销的维保。目前依然有很多码头认为转销换上去之后就不用管了,什么时候有问题了再说。以前交流的时候甚至发现过个别码头吊具已经用了十年了,但上架转销从来没有换过,也没有维保过,早已经锈死了。
转销维保要求:
1.使用前
目测转销及转销螺母等部件,检查是否安装正确和任何可能存在的损伤。
2.每周,月度吊具维保或者起吊1万箱
目测所有的转销,在转销头部附近或者头部至杆部过度圆弧部分,不允许有任何的拉伸痕迹或者塑性变形。目测所有的转销导向,如果有任何变形,包括屈服,裂纹或者过多的磨损,需要进行修理或者更换。
3.每六个月或者起吊5万箱
不拆除转销,目测所有能够检查的转销和转销螺母部件。检查转销和螺母间的配合,螺母应该能够轻松的手动转动。
4.每1年及1。5年或者起吊10万及15万箱
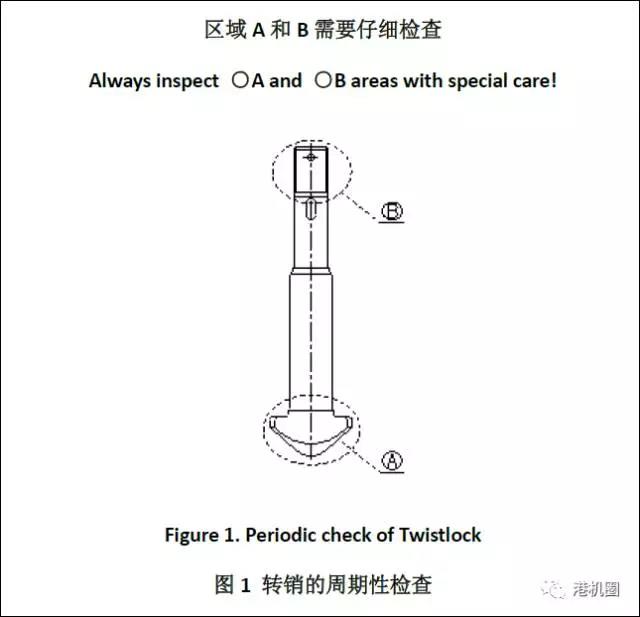
拆卸转销,进行磁粉探伤。目测整个转销和螺母,检查杆部的变形,屈服,裂纹和过多的磨损,检查转销头部及头部到杆部的圆弧过渡部分。裂纹一般发生在螺纹及头部至杆部的过渡部分。
用于磁粉探伤检查的转销数量比例为每台机转销总数量的四分之一(包括匹配的螺母),ZPMC建议进行百分百的检查。对于承受过特别载荷(如挂舱)的转销,必须优先选择进行探伤检查。如果被检测的转销有任何的裂纹或者其他问题,都必须更换,并且同一台机上的其他转销和螺母也都必须检测或者更换。
5.每两年或者起吊20万箱
拆除并且更换新的转销和螺母,即使没有存在任何的可见变形和缺陷。
特别注意:
1.对吊具上架转销同样按此要求执行。两年或20万箱必须强制性报废。
2.转销上不允许采用焊接形式修补任何缺陷。有任何不可修理的缺陷,都必须更换。
3.再次重申,转销的使用寿命为两年或20万箱,以先到为准。到期必须强制性报废。包括上架和吊具的转销都必须按期强制性报废更换。
很多圈友肯定要问,什么是不可修理的缺陷,包括哪些呢列举如下?
。如果目测或者磁粉探伤表明有任何不合格的迹象,需要用ZPMC的转销和螺母进行更换不合格的裂纹损伤包括:
一个转销上任何可见的裂纹,包括:
一,螺纹至杆部和头部至杆部的圆弧过渡部分的裂纹;
II。 转销杆部超过1毫米的横向裂纹或者纵向裂纹;
III。 转销头部超过5毫米的一个裂纹或者多个裂纹总长超过10毫米;
b转销头部任何可见的损伤,包括:
I.转销头部的可见变形,承载面和转销杆部不垂直,角度大于3°;
II。 承载面的可见磨损,包括台阶,锐边和不连续的磨损深度超过1毫米;
III。 两侧承载面由于不均匀磨损造成的高低差大于0.5毫米;
IV。 承载面任一位置总的磨损量超过2毫米;
V.在承载面与杆部的圆弧部分出现的任何可见的腐蚀,需要进行抛光处理,抛光后深度超过0.5mm时,需进行更换转销;
VI。 承载面超过1毫米直径的锈蚀;
C。 转销及螺母螺纹的可见损伤,包括:
一,任何可见的连续的螺纹变形超过1/4圈;
II。 可见的不连续的磨损或缺口深度大于1mm时,长度大于3毫米;
III。 螺纹的根部和表面及螺纹至杆部的圆弧过渡部分出现锈蚀部分需进行抛光处理,如果深度超过0.5mm时,需进行更换;
IV。 连续的环形磨损如果深度超过0.5mm时,转销需进行更换。
d。 键及键槽错位或磨损大于0.5毫米需要进行更换
即 转销头部锥体部分出现腐蚀,损伤,凹坑,台阶等缺陷直径超过3毫米。
特别注意:
1.转销和配对的螺母必须作为一个整体维修。转销和转销螺母必须整体测试并且重新安装在一起。更换任何一个转销或者螺母必须更换其相应配对的部件。
2.转销和螺母拆除有困难时(螺母使用工具难以拆除),需要使用除锈剂如仍无法拆卸增加扭矩,在拆卸扭矩超过3900NM时,转销及螺母需要更换;如采用温差法拆卸时温度超过300℃,转销及螺母需要更换。
3.如果在吊箱过程中,发生撞击,挂舱等现象时,按300小时的维修说明进行检测变形和损伤。
4.特别注意,周期性的润滑和常规保养对转销部件的寿命是很重要的。建议每周进行一次润滑脂涂覆润滑转销及螺母。
注意:。转销的极限报废使用寿命为二年或20万箱,以先到为准此要求专对于转销为螺纹式结构哈夫式转销的使用寿命仅为一年或10万箱,若使用20万箱将有极大的安全风险,请特别注意。

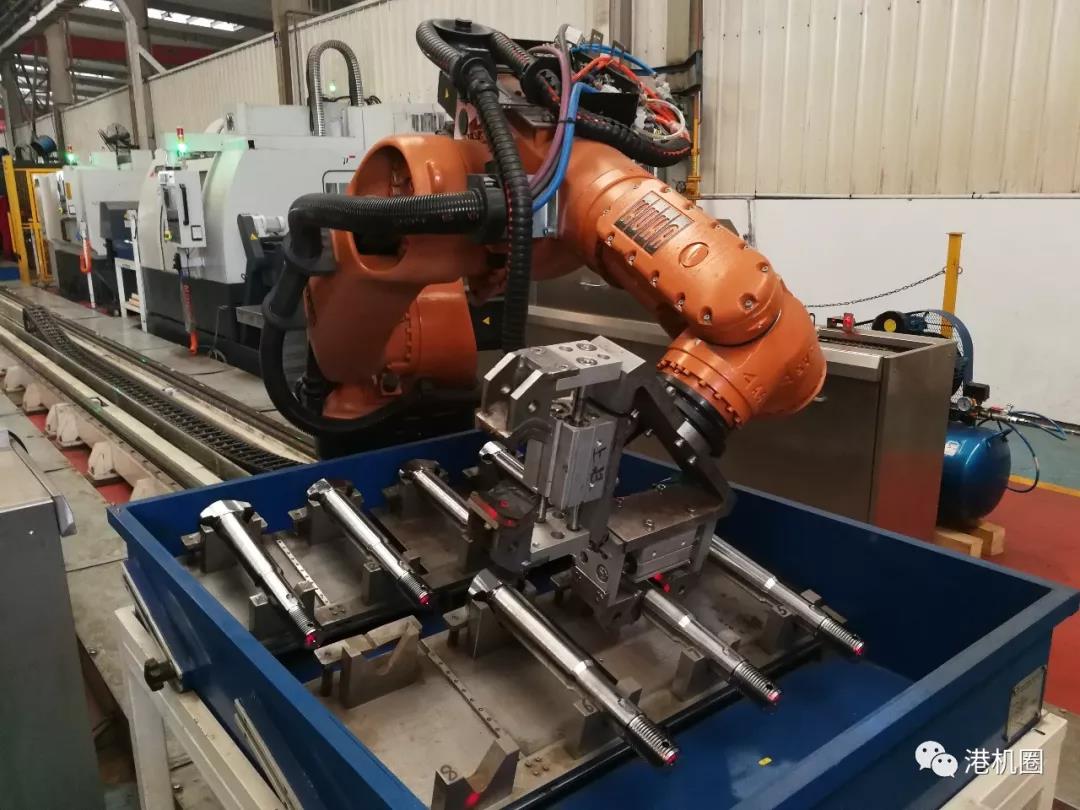
为最大限度的提升转销的品质及安全性,2018年振华港机投入巨资研发了全球首套转销自动生产线,将原来通过多工位的转销人工加工方式集成为一套流水线全自动加工方式,通过一台智能机器人进行转销工位转换以及换模装夹。从根本上避免了人工误操作导致的品质问题,更大程度的保证了转销的品质稳定和可靠。



(文章来源:微信公众号 - 港机圈 - 上海振华港机 - 徐进权)
发表时间:DEC-27-2019